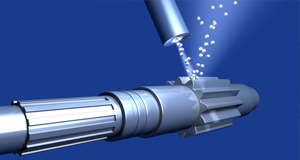
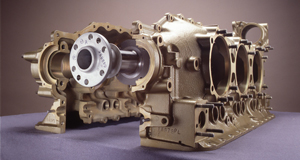
Crankcases are straightened, then precision milled and final machine bored utilizing precision boring equipment to assure proper alignment and size.
The journals are also finish tested for size and journal geometry by airflow differential procedures to assure a precision fit of the bearings to crankcase halves. This procedure minimizes piston side loading, reduces bearing wear and provides equal loading on crankshaft main journals. This line boring process reestablishes the centerline of the crankshaft axis, thereby insuring the centerline is parallel and equidistant to the cylinder deck planes for enhanced engine performance. |