Parts are NDT tested using eddy current electromagnetic induction on
electrically conductive engine parts. This process is very effective
especially on non magnetic materials such as aluminum castings, crankcases and housings.
The advantage of this method is that it can detect fractures or porosity
problems beneath the surface of the material that are not detectable
by surface inspection techniques on magnetic and non magnetic parts. Eddy current uses
alternating electrical current flowing through a coil at a chosen
frequency and generates a magnetic field around a coil or probe.
When the coil is placed next to a conductive material, eddy current is
included in the material. If a flaw in the conductive material disturbs
the eddy current circulation such as a crack or porosity problem, the
magnetic coupling with the probe is changed and a defect signal can
be read by measuring the coil impedance variation.
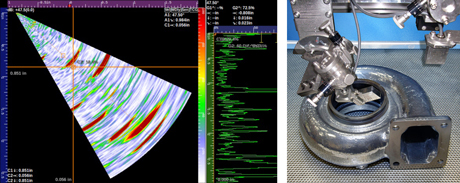
Using high frequency high speed sound waves, parts are scanned to gauge
their integrity, check for flaws and material characterization.
A pulse-echo
ultrasonic measurement can determine the location of a discontinuity within a
part or structure by accurately measuring the time required for a short ultrasonic
pulse generated by a transducer to travel through a thickness of the material.
The pulse then reflects from the back or surface of the discontinuity and is
returned to the transducer and can identify flaws internally in a part. Using
ultrasonic high speed ultrasonic velocity testing can significantly improve engine longevity
by detecting sub surface flaws that could have developed into future parts failure.
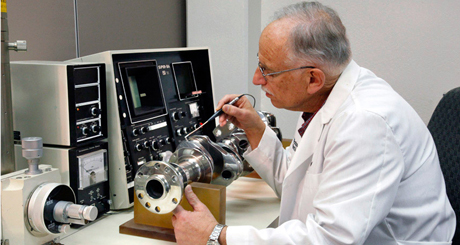
The principle of acoustic resonance inspection is used to determine the
vibration signature of a part when exposed to an external force or striker.
Every part has its unique vibration signature or resonant frequency. If
there is an internal or external change or imperfection to a part, the
frequency of the part will change. Resonant inspection can detect imperfections
such as cracks, porosity, material density or heat treating problems.
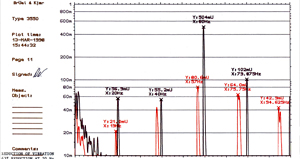
To determine a parts vibration signature, a striker will contact the part and
a microphone will record the resonant frequencies generated on a full domain
spectrum analyzer. Frequencies can then be compared to the frequency of a
perfect part reference standard, and sets of identical part numbers can be
matched for frequency response. This allows Victor’s technicians to match
parts to matched resonant frequencies for better parts performance.
Engine testing at Victor Aviation is the most extensive procedure used
in the industry and performed over a several day cycle process. Victor’s state-of-the-art mobile engine testing apparatus, incorporates a thrust velocity
load cell that measures the actual thrust force of the propeller. Engines are installed into a hydraulically activated engine mount, with engine accessories, induction system and exhaust system installed, to simulate real-time engine test parameters. Using an electronic load cell wafer, the engine’s real-time thrust velocity is recorded at all engine speeds.
During the test process special dyes are put into the oil system and examined under a black light canopy to detect for any discrepancies. Engines are tested at maximum power and must meet Victor’s rigid test standards assuring the highest level of quality control.
Internal engine components move at varying rates of motion and produce different frequencies. These components can be individually revealed by plotting vibration amplitude against frequency. The breaking down of vibration signals into individual frequency components is called frequency analysis, a technique which may be considered the cornerstone of diagnostic vibration measurements. Using a full domain frequency analyzer the frequency and amplitude of a components vibration level can be detected using a tri-axial piezoelectric accelerometer. This F.A.A. accepted testing process enables Victor’s technicians to not only test for complete engine balance but isolate exactly what internal engine components are in need of correction. This level of engine vibration analysis by far exceeds industry standards and enables Victor's technicians to identify engine design and component problems allowing for a smoother running engine.