|
Victor Aviation provides Exclusive Solutions using multiple State-of-the-Art techniques and application software development for manufacturing production processes and in service field development of flanges, pipes, and storage tanks.
 |
|
CScan Ultrasonic Inspection (UT-CSCAN)
C-Scan presentations are produced with an automated data acquisition system, in a computer controlled automated immersion scanning system using UT sensors with high image resolution. |
 |
|
Peizo Ultrasonic Inspection (UT)
Ultrasonic Testing (UT) uses high frequency sound energy to conduct examinations and make measurements. Ultrasonic inspection can be used for flaw detection/evaluation, dimensional measurements and material characterization. |
 |
|
EMAT Ultrasonic Inspection (EMAT)
EMAT is a method which does not require contact or couplant, because the sound is directly generated within the material adjacent to the transducer. Due to this couplant-free feature, EMAT is particularly useful for automated inspection, and hot, cold, clean, or dry environments. |
 |
|
Cryogenic NDT Inspection (Cryo NDT)
Cryogenic (NDT) non-destructive testing method is based on the effect of the microcrystalline structure on the transmission of ultrasound. This method can be used to non-destructively evaluate the kinetics and completion of the time-temperature-transformation between structural phases and signal noise characteristics. |
 |
|
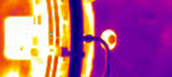
Thermography Inspection (IRT)
Thermal Imaging systems allow thermal information to be very rapidly collected over a wide area and in a non-contact mode. Instruments create pictures of heat flow rather than of light and are ideal for production line or in service applications. |
 |
|
Magnaflux Inspection (MPI)
Magnetic particle inspection (MPI) method of non destructive testing is a method for locating surface and sub-surface discontinuities in ferromagnetic materials for production or in service applications. |
 |
|
Eddy Current Inspection (EC)
Continuous wave Eddy Current testing is one of several non-destructive testing methods that use the electromagnetism principle. Conventional Eddy Current testing utilizes electromagnetic induction to detect discontinuities in conductive materials. Hand held in service or automated CScan is available. |
 |
|
X-Ray Diffraction Inspection (XRD)
The nondestructive nature of the X-ray Diffraction technique has made residual stress and austenite characterization a primary tool for process optimization, design improvement and quality control testing of materials. |
 |
|
Computed Tomography Inspection (CT)
Computed Tomography (CT) offers a three-dimensional X-Ray view into the inspection item. Inspections are performed inside a fixed or inline X-Ray chamber for production applications. |
|




